使用过紧固件的每个人都曾在某个时候不小心搞砸了。最有害的方法之一是过度拧紧或过度拧紧紧固件。这可能会导致螺丝脱落、螺丝头折断和预攻螺纹损坏。
紧固件扭矩
安装紧固件是一件容易的事(通常)。为此,您通常对紧固件(通常是螺母或螺钉头)施加扭矩,然后简单地“拧入”。当向驱动器施加扭矩和压力时,紧固件开始旋转。一般来说,虽然有例外,例如左旋螺母,但向右旋转会收紧,向左旋转会松开(“右旋紧,左旋松”)。当紧固件被驱动过远或过紧时,问题就开始了。
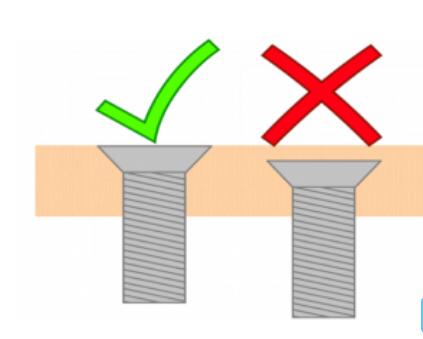
正确拧紧平头螺钉和过度拧紧的平头螺钉
描绘过度扭矩的一种简单方法是查看螺钉。大多数螺钉具有平头样式。这意味着当安装正确时,螺丝头应该与木材表面齐平。如您在右图中所见,如果紧固件过度拧紧,则头部会被拉到木头表面下方。增加的推动木材的表面积足以大大增加拧紧或松开紧固件所需的扭矩,这可能导致剥落、折断头或螺纹损坏,从而损害紧固件的完整性。

当对紧固件施加扭矩并将其拧紧时,将需要更大的扭矩才能进一步拧紧。大多数没有经验的紧固件使用人员往往会严重过度拧紧紧固件,认为这会防止紧固件松动,但是,通常情况并非如此,并且会损坏紧固件。为了防止紧固件由于振动和其他外部因素而随着时间的推移而松动,应使用螺纹锁固剂解决方案、锁紧垫圈、锁紧螺母或三者的组合。
虽然这看起来很简单,但当对紧固件施加扭矩并将其拧紧时,将需要更大的扭矩来进一步拧紧。大多数没有经验的紧固件使用人员往往会严重过度拧紧紧固件,认为这会防止紧固件松动,但通常情况并非如此。为了防止紧固件由于振动和其他外部因素而随着时间的推移而松动,应使用螺纹锁固剂解决方案、锁紧垫圈、锁紧螺母或三者的组合。
拧紧紧固件时要考虑的事项:
紧固件材料
安装材料
螺纹类型
紧固件材料
拧紧紧固件时,紧固件的从动部分(驱动凹槽或螺母)承受巨大的应力。这就是为什么在紧固件上使用正确的驱动器尺寸和样式至关重要的原因。使用错误的尺寸会对凹槽施加不均匀的压力,从而导致凹槽剥落或圆形螺母。由于紧固件可以由不同的材料制成,从软金属到热处理硬化的材料,可以施加到紧固件上的扭矩将取决于制造紧固件的材料。例如,铝制螺栓承受的扭矩几乎不如 8 级螺栓。
紧固件驱动器
紧固件驱动方式也很重要。以下是最常见的紧固件驱动方式,从扭矩承受能力和抗剥离性方面从最佳到最差列出:
驱动器样式:开槽 |菲利普斯 |广场 |十六进制 |星形
星形(梅花)
内六角
Pozi-Driv
菲利普斯
开槽

安装材料
安装材料可以从塑料一直到钢,这意味着不仅紧固件可以处理的扭矩很重要,材料螺纹可以处理的扭矩也很重要。拧紧塑料螺钉的阈值要比拧紧钢螺钉的阈值低得多。
在许多安装中,破坏安装孔最终会破坏整个构建。通过在较软的材料中过度扭转,孔中的螺纹可能会被损坏或完全剥落。这在处理塑料孔时很常见。通常很容易过度扭矩和破坏螺纹。为了解决这个问题,需要通过重新攻丝或使用螺纹嵌件来安装新螺纹,而且很可能还需要增加螺钉的直径。
螺纹类型
在拧紧紧固件时,螺纹类型也会有所不同。线程有两种基本类型:
粗线
细线
粗线程是一种更深但更分散的线程。这使得粗螺纹紧固件更耐用,因为螺纹上的轻微损伤不会阻止螺纹旋转。

细螺纹是一种较浅的螺纹,但每英寸有更多的螺纹。它们更紧密和更浅的结构使它们不太可能被振动松动,但这也意味着有更多的螺纹将紧固件固定到位。由于这些额外的螺纹,紧固件可以承受更大的扭矩并更好地分布在安装材料的螺纹上。
这两种类型,如果扭矩太大会导致螺纹略微翘曲,从而很难在以后移除紧固件。这种翘曲也削弱并改变了紧固件的保持力。
扭矩扳手避免过度扭矩的最佳方法
对于大多数 DIY 项目,避免过度扭矩的最佳方法就是练习。通过练习,知道何时停止扭转将成为第二天性。
扭矩扳手是一种数字化设置和感应扭矩的扳手。一旦达到最佳扭矩,扳手内的离合器就会打滑,从而阻止紧固件进一步拧紧。许多专业行业都遵循这些扭矩指南并使用这些工具来防止过度拧紧。具体的信息,欢迎咨询王梓标准件













