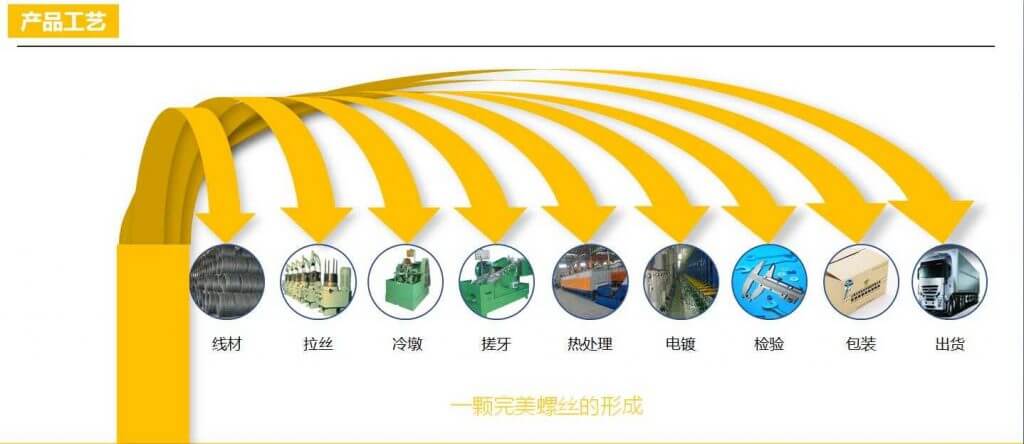

王梓紧固件螺丝生产的基本概念
1、王梓紧固件制造的螺丝可分为:冷镦、热加工(车、铣等)。
2、冷镦是利用金属的塑性,通过使用冷的机械压力或拉伸,达到金属的牢固变形。
3、热镦是对材料进行加热加压加工后使材料的形状符合
设计要求。
4、王梓紧固件加工是将小批量的特殊螺栓或特制螺栓的六个角的头部进行铣削后变成的。
5、 螺栓螺纹:机械和手工穿线,类似于模具。
6、 铣尾:一般由太子扣件切割机完成。
7、 冷镦和热镦的区别:冷镦螺栓的表面比较美观,打红的螺栓表面氧化皮不好看;冷镦生产效率高;一般王梓紧固件的M24螺栓就需要打红。
现象的原因分析和成型工艺的原因分析
1、偏心:二道红和机器安装调整不当。
2、偏心:一是安装不当,二是太子紧固件调整机位不当。
3、头不圆:选择的模具或冲床成型不够。
4、打模裂纹:裂纹或模具的R角,使模型被撞的两边发生碰撞。
5、头重脚轻:冲坏。
6、裂纹:一坏,冲床成型主要是冲头与模具之间的孔隙过大或红条过短。
7、裂角:冲针爆裂或二冲和冲头不重。
8、头部开裂:材料,或模具使用误差(如盘头六角垫圈头部的一个模具),以及润滑油。
常见轧制不良现象及原因分析
1、加工裂纹:牙板和调整太子扣件的旧机器。
2、钝尾:机器调整不当,齿板太旧。
3、歪尾:座板座上的控制螺丝过紧。
4、尾巴:牙板磨损和机器调整不当。